




 كيف يتم صناعة ألة جزازة العشب
كيف يتم صناعة ألة جزازة العشب
جزازة العشب هي عبارة عن أداة ميكانيكية تحلق حرفيًا سطح العشب باستخدام شفرة أو شفرات تدور بسرعة.
لقرون ، تم قطع العشب من قبل العمال الذين ساروا في المراعي أو الحقول التي كانت تستخدم منجلًا صغيرًا حادًا. بالإضافة إلى كونها متعبة وبطيئة ، كان القطع اليدوي غير فعال - حيث كانت الأشجار تعمل بشكل جيد فقط عندما كان العشب مبتلاً. ظهر أول جهاز لقطع الحشائش الميكانيكية في عام 1830 ، عندما طور عامل نسيج إنجليزي يدعى إدوين بودينج جزازة زُعم أنها تستند إلى آلة نسيج تستخدم لقص غفوة القماش. تم ربط جزازة البراعم الأسطوانية بالأسطوانة الخلفية التي دفعتها بمحرك سلسلة ، وحلق العشب بحافة قطع منحنية ملحقة بالأسطوانة. خلق اثنين من الأحجام ، كبيرها وصغيرها. كان على جزازة كبيرة أن تجرها الخيول التي كانت حوافرها ترتعش مؤقتًا بحذاء مطاطي لمنعها من إتلاف العشب ؛ كان بستاني رئيس في حديقة الحيوان في لندن من بين أول من اشترى هذا النموذج. قام براعم بتسويق جزازة أصغر لسادة الريف ، الذين زعم أنهم "سيجدون في آليته تمرينًا مسلحًا ومفيدًا وصحيًا".
كان قطع العشب الآلي بطيئًا بشكل واضح ، ربما لأن جزازة Budding كانت ثقيلة جدًا بالإضافة إلى كونها غير مجهزة بشكل فعال. عرض اثنان فقط من صانعي جزازة العشب آلاتهم في المعرض الكبير بإنجلترا في عام 1851. ومع ذلك ، بعد عدة عقود من الزمان ، شهدت الآلات الجديدة زيادة في شعبيتها بسبب الاهتمام بتنس العشب الذي نشأ في إنجلترا خلال أواخر العصر الفيكتوري. قبل نهاية القرن ، تحسنت تصاميم Budding الأولية. تزن هذه الآلات المكررة أقل بكثير من سابقاتها واستنادا إلى تصميم العجلة الجانبية الذي لا يزال يستخدم في جزازات الأكثر شعبية اليوم ، سرعان ما ظهرت هذه الآلات المكررة في ساحات في جميع أنحاء إنجلترا.
تم تصميم ماكينات جز العشب الأولى التي تعمل بالغاز في عام 1897 من قبل شركة بنز الألمانية وشركة كولدويل لورن جزازة في نيويورك. بعد عامين طورت شركة إنجليزية نموذجها الخاص ؛ ومع ذلك ، فإن أيا من هذه الشركات قد أنتجت تصاميمها. في عام 1902 تم تصنيع وبيع أول جزازة كهربائية منتجة تجاريًا ، والتي صممها جيمس إدوارد رانسوم. على الرغم من أن جزازة Ransome تضم مقعدًا للركاب ، إلا أن معظم آلات الحشائش المبكرة لم تقم بذلك ، وحتى اليوم يتم دفع النماذج الأكثر شعبية من الخلف.
تتوفر جزازات الطاقة في الوقت الحالي في أربعة تصميمات أساسية: جزازة دوارة ، جزازة بكرة كهربائية ، جزازة ركوب ، والجرار. نظرًا لأن جزازة الدوران هي الأكثر شيوعًا ، فهي محور هذا الإدخال. مدفوعة من الخلف ، تتميز ماكينات الحشوات الدوارة بشفرة دوارة واحدة مُحاطّة في علبة مدعومة بعجلات. كما يتحول المحرك ، فإنه يدور النصل. تدور الشفرة بسرعة 3000 دورة في الدقيقة ، تقريبًا 19000 قدم (5،800 متر) في الدقيقة عند طرف الشفرة حيث يحدث القطع فعليًا. تتميز أفضل الدوارات بقرن الوفرة (الوفرة) أو شكل انحناء الرياح حول الجزء الأمامي من السكن وينتهي عند شلال التصريف الذي تطير خلاله العشب المزروع. يتم تشغيل النماذج ذاتية الدفع بواسطة سلسلة أو حزام متصل بعمود محرك المحرك. عادة ما يتحول صندوق التروس إلى محور أفقي يقوم بدوره بتدوير العجلات. تحتوي بعض الطُرز على وحدة متحركة متحركة على شكل سلسلة أو حزام تنطلق للأعلى وتستقر على العجلات.
يتميز جزازة بكرة القدرة بعدة شفرات متصلة من كلا الطرفين بالبراميل المثبتة بعجلات. يمكن أيضًا تزوير عمود محرك المحرك المقترن الذي يدور البكرة لدفع المحشه ، إذا رغبت في ذلك. عند التداخل على العشب ، تقوم الشفرة من خمسة إلى سبعة شفرات بسحبها من قضيب القطع في أسفل ماكينة الحش. ثم تقوم بكرة واحدة أو أكثر بسلاسة القصاصات وضغطها أثناء اجتياز جزازة العشب. جزازات البكرة أكثر فاعلية من جزازات الدوران لأن الأخيرة تستخدم فعليًا نهاية الشفرة فقط للقيام بمعظم القطع ، في حين تقطع الشفرات الثابتة في جزازة البكرة بطول الحافتين بالكامل. ومع ذلك ، فإن ماكينات الحشوات الدوارة أسهل في التصنيع لأن التصميم الأساسي أكثر بساطة ، كما أنها مفضلة على جزازات البكرة في معظم أنواع العشب.
مواد أولية
قد تحتوي جزازة الركيزة النموذجية التي تعمل بالغاز على ما يصل إلى 270 جزءًا فرديًا ، بما في ذلك محرك ثنائي أو أربع دورات متطور تقنيًا ، ومجموعة متنوعة من الأجزاء المكوَّنة والمُشكلة ، ومجموعات فرعية مختلفة تم شراؤها من مقاولين خارجيين ، والعديد من القطع القياسية المعدات. معظم هذه القطع معدنية ، بما في ذلك المكونات الرئيسية: جزازة المقود ، المقود ، المحرك ، والشفرات. ومع ذلك ، فإن القليل منها مصنوع من البلاستيك ، مثل مجموعات التفريغ الجانبية والأغطية والمقابس.
عملية التصنيع
يتطلب تصنيع جزازة العشب الدوارة التقليدية مراقبة دقيقة للمخزون ، والتنسيب الاستراتيجي للأجزاء والأفراد ، ومزامنة الأشخاص والمهام. في بعض الحالات ، يتم استخدام الخلايا الآلية بالاقتران مع القوى العاملة المدربة.
تفريغ وتوزيع المكونات
- 1 يتم نقل المكونات بالشاحنات في رصيف التحميل بالمصنع ، بواسطة الرافعات الشوكية أو العربات العلوية إلى مراكز أخرى للتشكيل ، أو التشغيل الميكانيكي ، أو الطلاء ، أو إذا لم تكن بحاجة إلى عمل إضافي عند الوصول أو التجميع.
بعد الوصول إلى المصنع ، يتم تشكيل الأجزاء المختلفة ورسمها وتجميعها. يتم تحضير وعاء المحشه آلياً قبل الخضوع لقطع البلازما ، مما يخلق فتحات في المقلاة. يتم لحام الأجزاء الأخرى في المقلاة ، ومن ثم يتم تحضير القشرة بأكملها لطلاء طلاء كهرباء.وعاء جزازة
- 2 إن جزازة جزازة الصلب ، أكبر جزء منفرد وجزء واحد يستخدم في طرز مختلفة ، يتم ختمها أولاً بالماكينة تحت حرارة وضغط كبيرين. ثم يتم نقل المقلاة إلى خلية روبوتية ، حيث يقوم قاطع البلازما بإنشاء فتحات فيها. يشير مصطلح البلازما إلى أي من الغازات (يشيع استخدام الأرجون) والتي يمكن أن ترتفع إلى درجة حرارة عالية وتتأين بدرجة عالية من خلال تمريرها عبر قوس كهربائي ضيق. عندما يتم توجيهه عبر الفتحة الضيقة للشعلة ، يمكن استخدام هذا الغاز المتأين الساخن في كل من القطع واللحام.
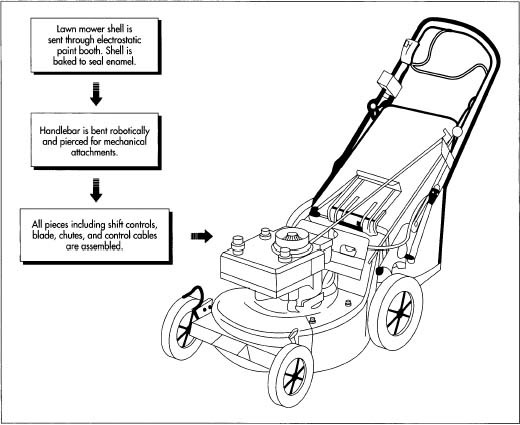
- 3 بعد أن يتم لحام عناصر أخرى مثل الحواجز (الألواح المنحرفة) ، يتم طلاء المقلاة النهائية وعدد من الأجزاء المكشوفة بالمسحوق في غرفة مغلقة. يستلزم الطلاء المسحوق غسل الأجزاء جيدًا في المحاليل القلوية والفوسفاتية وشطفها لختم الأسطح. يتم بعد ذلك توصيل الأجزاء بالناقلات العلوية وتشغيلها عبر كشك الطلاء . يتم رش جزيئات الطلاء الجميلة من بندقية تشربها بشحنة إلكتروستاتيكية - مقابل الشحنة المعطاة للجزء الذي يتم طلاؤه - والتي تتسبب في أن يلتصق الطلاء بسطح الأجزاء بالتساوي. بعد ذلك ، تُخبز الأجزاء في أفران لإنتاج طلاء ثابت يشبه المينا دائمًا. المقلاة
يتم طلاء الصدفة كهربائياً ثم خبزها لختم الطلاء. في هذه الأثناء ، تم ثني قضيب اليد ومثقبه بواسطة الروبوتات ، ثم يتم تجميع المكونات المتبقية.
وأجزاء أخرى جاهزة الآن لتحمل سنوات من التعرض لسوائل الحشائش المسببة للتآكل والركض المستمر من الأوساخ والحطام الذي بدأ في عملية القطع.
تشكيل المقود
- 4 يتم إنشاء المقود في خلية روبوتية تقوم أذرعها الميكانيكية بثلاث عمليات. في الثني ، يتم ثني الأنبوب أولاً في أربعة أماكن على الأقل. هناك عملية ضغط ثانية تُسطح النهايات ، بينما تخترق الطبقة الثالثة أربعة عشر ثقبًا دائريًا أو مربعًا في الأنبوب. سوف تستوعب هذه الثقوب آلية البدء والتحكم في الشفرة وعجلة القيادة وملحق المقلاة. ثم يتم نقل المقود النهائي إلى محطة تجميع فرعية ، حيث تتم إضافة العديد من عناصر التحكم.
مجموعات فرعية أخرى
- 5 يتم إنشاء المجموعات الفرعية الرئيسية الأخرى أيضًا في العديد من مراكز المصنع باستخدام المواد المشكَّلة أو المُشكلة أو المشتراة والأجهزة القياسية. تشمل الأجزاء التي يتم شراؤها من الموردين الخارجيين محركات مصممة وفقًا لمواصفات الشركة المصنعة للأداء المادي ، والإطارات ، وآليات التحول ، وموصلات الأسلاك ، والمحامل. يتم شراء الأجزاء البلاستيكية المقولبة بالحقن للاستخدام في المزالج والأغطية والمقابس ذات التفريغ الجانبي. يشير قولبة الحقن إلى عملية يتم فيها رش البلاستيك المصهور في قالب ثم السماح له بالتبريد. كما يبرد ، يفترض البلاستيك شكل القالب.
- 6 قامت فرق التجميع بتجميع المجموعات الفرعية الستة أو أكثر معًا على خط متدرج بوتيرة تحددها المهمة والمهارات المطلوبة. يتم وضع المحرك أولاً رأسًا على عقب في إطار تثبيت ، ويتم ثني عموم جزازة إلى جانب آلية القيادة. ثم يأتي المحور الخلفي ، والأقواس ، والقضبان لتأمين التحكم في التحول. يتم تثبيت الشفرة وعجلات القابض المصاحبة والأجزاء على المحرك من خلال فتحة المقلاة باستخدام مفاتيح عزم الدوران معدة مسبقًا بالهواء. بعد إضافة عضو آخر في الفريق إلى الأجهزة والعجلات ، يتم قلب الوحدة على عجلاتها. المقود متصل ، وكابلات التحكم مؤمنة ومضبوطة. أخيرًا ، يتم اختبار أداء جزازة - كل جزازة - قبل شحنها إلى التجار ، حيث يتم إجراء بعض التعديلات النهائية على الإعداد.
مراقبة الجودة
يقوم المفتشون بمراقبة عملية التصنيع خلال عملية الإنتاج ، والتحقق من التركيبات ، والدرز ، والتفاوتات ، والتشطيبات. على وجه الخصوص ، يتم فحص عملية الطلاء. يتم سحب عينات من كل جزء مطلي بانتظام خارج الخط للاختبار بالموجات فوق الصوتية ، وهي عملية تستخدم نشاط التآكل الذي تم إنشاؤه في حمام الملح لمحاكاة 450 ساعة من التعرض المستمر للبيئة الطبيعية. الأجزاء المرسومة هي أيضاً موضحة ومراقبة تدهور السطح المكشوف بحثًا عن علامات الصدأ. إذا لزم الأمر ، يتم ضبط دورات الطلاء أو التنظيف لضمان التشطيبات عالية الجودة والمتينة.
يضمن اختبار الأداء النهائي - الخطوة الأخيرة في تسلسل التجميع - الموثوقية والأمان للمستخدمين. تتم إضافة كمية صغيرة من خليط الغاز / الزيت إلى كل محرك. يقوم أحد السواعد بفحص المحرك والتحقق من عدد دوراته في الدقيقة باستخدام مقياس ؛ يتم فحص عناصر القيادة ومفاتيح السلامة أيضًا. وفقًا لما تقتضيه لوائح لجنة سلامة المنتجات الاستهلاكية الحالية ، يجب أن تتوقف شفرة الجزازة ، عند التشغيل ، خلال ثلاث ثوانٍ بعد تحرير مقبض التحكم.
 رد مع اقتباس
رد مع اقتباس